联系人:王经理
手机:13720208765
电话:0715-8189818
邮箱:hbhengwater@163.com
地址:湖北省咸宁市高新技术产业园区
永安大道58号

20年行业经验,为企业提供专业化的水处理技术、设备、工程服务
欢迎访问湖北恒创环保科技有限公司官网
|
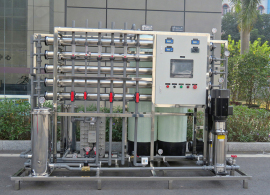
RO系统运行维护及化学清洗若不及时对已产生一定程度污染的反渗透系统进行清洗处理,想较为彻底地去除已长时间附着膜表面的污染物是非常困难的。 第一节运行注意事项 在日常运行中提出了以下要求,防患于未然: 1)机械过滤器定期反洗。反洗时进行压缩空气气体摩擦,反洗合格后静置10min左右再正洗,正洗出水合格后方可投入使用,勿将空气带入反渗透.在不影响SDI值的情况下,尽可能延长机械过滤器的运行时间,这样既减少了切换过滤器对出水水质的冲击,又节约了大量反洗用水。 2)定期检查、及时更换精密过滤器滤芯,防止滤芯因安装或质量问题发生泄露所引起的反渗透膜的颗粒污染.当精密过滤器进口压差大于0.15MPa时,应更换滤芯.一般应每月检查一次,2~3个月更换一次滤芯.运运行时还应经常检查精密过滤器内是否有气体,不能让空气带入反渗透膜.对备用或长期停运的精密过滤器,要采取加甲醛保护的方法防止细菌大量繁殖。 3)高压泵入口压力应至少大于0.05MPa,防止空气或精密过滤器前截留物被高压泵抽入反渗透膜。 4)停用的反渗透膜应定期低压冲洗,尤其夏天,应做到每班冲洗一次.如停运时间大于7天,应采用0.5~1的亚硫酸氢钠或0.5~1的甲醛溶液对反渗透膜进行保护.并应及时检测保护液的pH值和浓度。 5)定期对给水水质进行化验分析,根据实际情况及时调整絮凝剂、杀菌剂、还原剂及阻垢剂的加药量。防止絮凝剂穿透过滤器与阻垢剂反应影响阻垢效果,或污染反渗透膜;防止杀菌剂用量不足而使反渗透膜受细菌污染,或因杀菌剂过量而使膜被氧化;防止阻垢剂含量不足使浓水结垢而导致膜化学污染。 6)当与初始投用状态相比,标准化的反渗透装置产水量下降10,或在特定条件下产水含盐量明显上升,或压差增加了15时,应对反渗透膜进行及时清洗。 7)应该及时调整浓水量,保持回收率75左右,应既不能使浓水中微溶盐浓度超过溶度积而结垢,又不应浪费水,即应达到经济运行状态。 第二节反渗透系统的维护 2.1低压冲洗 定期对RO装置进行大流量、低压力、低pH值的冲洗有利于剥除附着在RO膜表面上的污垢,维持膜性能,或当进水SDI突然升高超过5.5以上时,应进行低压冲洗,待SDI值调至合格后再开机。 2.2 停运保护 短期保存适用于停运15d以下的RO系统,可采用每1~3d低压冲洗的方法来保护RO装置。实践发现,水温20℃以上时,RO装置中的水存放3d就会发臭变质,有大量细菌繁殖。因此,建议水温高于20℃时,每2d或1d低压冲洗一次,水温低于20℃时,可以每3d低压冲洗一次,每次冲洗完后需关闭反渗透装置上所有进出口阀门。 长期停用保护适用于停运15d以上的系统,这时必须用保护液(杀菌剂)充入反渗透装置进行保护。常用杀菌剂配方(复合膜)为甲醛10(质量分数)、异噻唑啉酮20mg/L、亚硫酸氢钠。 2.3化学清洗 一般3~12个月清洗一次,如果每个月不得不清洗一次,这说明应该改善RO的预处理系统,调整RO的运行参数。如果1~3个月需要清洗一次,则需要提高设备的运运行水平,是否需要改进预处理系统较难判。 目前,市面上大部分芳香聚酰胺反渗透复合膜,在较宽的pH值范围内具有相当的稳定性和一定的耐温性,所以用户可以对反渗透系统进行非常有效的清洗。多年的工程实践表明,若不及时对已产生一定程度污染的反渗透系统进行清洗处理,想较为彻底地去除已长时间附着膜表面的污染物是非常困难的。 一般在考虑膜系统清洗方案时,应注意如下几点: ■ 应把清洗排放废液对环境的影响(EDTA,杀菌剂等)降低到最低限度。 ■ 应尽可能使本次清洗过程去除污染物最大化。 ■ 应在清洗时对膜的损伤最小化(应首先考虑选择对膜性能 影响小的药剂)。 ■ 在实际清洗操作时,在保证清洗效果的前提条件下,尽可能使清洗费用最低化 第三节反渗透膜发生污染的原因 ■不恰当的预处理 •系统配备预处理装置相对于原水水质及流量不合适,或在系统内未配备必要的工艺装置和工艺环节。 •预处理装置运行不正常,即系统原有的预处理设备对原水SDI成分、浊度、胶状物等的去除能力较低,预处理效果不理想。 ■ 系统选择了不恰当的设备或设备材质选择不正确(泵、配管及其它)。 ■ 系统化学药品注入装置发生故障(酸、絮凝/助凝剂、阻垢/分散剂,还原剂及其它)。 ■ 设备间断运行或系统停止使用后未采取适当的保护措施。 ■ 运行管理人员不合理的设备操作与运用(回收率、产水量、浓缩水量、压差、清洗及其它)。 ■ 膜系统内长时间的难溶沉淀物堆积。 ■ 原水组份变化较大或水源特性发生了根本的改变。 ■ 反渗透膜系统已发生了相当程度的微生物污染。 3、膜污染物质分析 ■ 首先应认真分析在此之前所记录的、能反映设备运行状况的近期设备运行记录资料。 ■ 分析原水水质。 ■ 确认之前已做的清洗结果。 ■ 分析系统运行时在测定SDI值测试时留在滤膜上的异物质。 ■ 分析反渗透系统配置的保安过滤器滤芯上的堆积物。 ■ 检查原水流入系统的配管内部和反渗透膜的进水端的异物质。 第四节各种污染物质结垢时的表现,原因及清洗液。 (1)碳酸盐垢 结垢后表现:标准渗透水流量下降,或是脱盐率下降。 原因:膜表面浓差极化增加, 清洗液:柠檬酸,盐酸等。 (2)铁/锰 污染后表现:标准压差升高(主要发生在装置前端的膜元件),也可能引起透水量下降。通常锰和铁会同时存在。 原因:膜表面浓差极化增加, 清洗液:柠檬酸,盐酸等。 (3)硫酸盐垢 若发生沉积,首先影响盐浓度最高的系统最后面的膜元件,表现为二段压差明显升高。需要用专用清洗剂。 原因:膜表面浓差极化增加, 清洗液:柠檬酸,盐酸等。 (4)硅 颗粒硅:污堵膜元件水流通道,导致系统压差升高。采用0.4%二氯胺对于溶解严重污染的硅垢是有效的。 胶硅:与颗粒硅相似。 溶解硅:形成硅酸盐析出,应采用二氯胺清洗。 (5)悬浮物/有机物 污堵表现:透水量下降,一段压差明显升高。若给水SDI大于4或浊度大于1,有机物污染的可能性较大。 清洗液:EDTA碱液 (6)微生物 污堵表现:标准压差升高或标准透水量下降。可采用非氧化性杀菌剂加碱进行清洗。 清洗液:此氯酸钠溶液。 (7)铁细菌 污堵表现:标准压差升高。可采用EDTA钠盐加碱进行清洗。 第五节反渗透系统清洗时机的判断与选择 当有下述情况发生之―时应对反渗透膜系统予以清洗 ■ 标准化后的设备产水量减少了10~15%; ■ 标准化后的膜系统运行压力增加了15% ; ■ 标准化后的膜系统盐透过率较初始正常值增加了10~15%; ■ 运行压差较初始作业时增加了15% (建议以设备最初运行25~48小时所得到的运行记录为标准化后对比依据) 反渗透设备的性能参数与压力、温度、pH值、系统水回收率及原水含盐浓度等诸多因素的变化有关。因此,依据初始试机时而得到的正常技术参数(产品水流量、压力、压差及系统脱盐率)作为依据及与标准化后现时系统数据比较是非常重要的。此外,清洗时间的选择也因使用反渗透设备地区的原水水质条件及环境特性的差异而有所不同,因此,有必要根据设备现场的条件施以适当的管理措施。但是无论如何,对于任何一个设计优良和管理完善的反渗透系统来说,化学清洗的最短周期均应保证在累计连续运行3个月以上,运转时间一般达到6-12个月左右最好,否则就必须考虑对原有系统的预处理设备或其运行管理有所改善。 恒创环保专注环保水处理设备的研发生产,专业水资源化解决方案服务商,为客户量身定制低成本高效率的一站式水处理方案。独立工厂生产,技术研发实力强大,是华中地区强大的水处理设备生产制造企业,包括反渗透水处理设备、超滤设备、软化水设备、EDI超纯水设备、微滤/纳滤设备、中水回用设备、海水淡化设备、预过滤设备、水消毒设备等。 更多资讯尽在湖北恒创环保设备有限公司官方网站www.hengwater.cn,如有需要可免费拨打公司热线:13720208765,将竭诚为您服务。
上一篇水处理技术解析下一篇电厂化学水处理设备简介及改进措施 |
|
|